If you walk into a modern factory or warehouse today, one thing is almost always moving—materials. Boxes, bottles, parts, cartons, or raw items are constantly traveling from one point to another. Behind this smooth flow is a well-planned conveyor system.
At Eti Automation, we often explain conveyors to business owners and plant managers in simple terms. A conveyor is not just a machine. It is the backbone of efficient production, safe handling, and on-time delivery.
This guide explains the different types of conveyor systems used in modern industries, when they are used, and how to choose the right one. Think of this as a conversation with an experienced professional who has seen conveyors working—and failing—on real factory floors.
Why Conveyor Systems Matter in Today’s Industries
Before we talk about types, let’s understand why conveyors are so important.
In the past, most material movement depended on manual labor. This caused delays, errors, injuries, and inconsistent output. Today, industries need:
- Faster production
- Consistent quality
- Lower labor dependency
- Better safety
- Predictable delivery timelines
Conveyor systems solve these problems by moving materials smoothly, safely, and continuously.
From food factories and pharmaceutical plants to warehouses and automotive lines, conveyors help businesses grow without chaos.
How to Think About Conveyor Systems (A Simple View)
Instead of seeing conveyors as “machines,” think of them as paths.
Each path is designed based on:
- Product type
- Weight and size
- Speed needed
- Cleanliness requirements
- Available space
- Future expansion plans
No single conveyor fits every industry. That is why there are different types, each with a clear purpose.

1. Belt Conveyor Systems
What Is a Belt Conveyor?
A belt conveyor uses a continuous belt that moves over rollers or a flat surface. The belt carries products from one point to another.
This is the most common conveyor type used across industries.
Where Belt Conveyors Are Used
- Warehouses and distribution centers
- Food and beverage plants
- Packaging lines
- Airports
- Manufacturing units
Why Businesses Choose Belt Conveyors
- Simple and reliable design
- Handles light to medium loads easily
- Works well for long distances
- Easy to maintain
Practical Example
In a packaging warehouse, cartons move from packing tables to dispatch zones using belt conveyors. Workers don’t lift boxes repeatedly, reducing fatigue and injury.
Tip from Eti Automation
Choose belt material carefully. For food or pharma, food-grade belts are essential. For heavy industries, reinforced belts last longer.
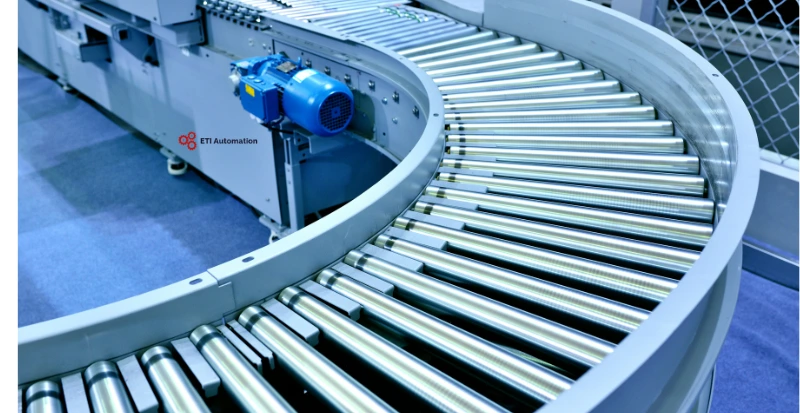
2. Roller Conveyor Systems
What Is a Roller Conveyor?
Roller conveyor systems use a series of rollers instead of a belt. Products move by gravity or motorized rollers.
Types of Roller Conveyors
- Gravity Roller Conveyors – Use slope to move products
- Powered Roller Conveyors – Use motors for controlled movement
Common Applications
- Warehouses
- Assembly lines
- Carton handling
- Sorting areas
Why Roller Conveyors Are Useful
- Ideal for boxes and cartons
- Easy to integrate with other systems
- Allows accumulation without pressure
- Durable and strong
Real-World Insight
In logistics centers, roller conveyors allow cartons to queue before scanning or labeling. This avoids pile-ups and keeps flow organized.
3. Chain Conveyor Systems
What Is a Chain Conveyor?
Chain conveyors use metal chains to move heavy products. These are built for strength and long life.
Industries That Use Chain Conveyors
- Automotive plants
- Heavy engineering
- Pallet handling
- Metal fabrication units
Key Benefits
- Handles heavy loads
- Works well in harsh environments
- Long operational life
- Stable movement for bulky items
Practical Example
In an automotive assembly line, engines or gearboxes move station to station on chain conveyors, maintaining precise positioning.
Expert Advice
Chain conveyors need proper lubrication and alignment. Regular inspection prevents sudden breakdowns.
4. Slat Conveyor Systems
What Is a Slat Conveyor?
Slat chain conveyors use flat slats mounted on chains. They create a solid surface for product movement.
Best Use Cases
- Bottling lines
- Can handling
- Hot or sharp products
- Assembly operations
Why Slat Conveyors Work Well
- Stable and rigid surface
- Suitable for hot or oily items
- Customizable layout
- Long service life
Example from Industry
In beverage plants, bottles move steadily through filling, capping, and labeling using slat conveyors.
5. Modular Belt Conveyor Systems
What Are Modular Belt Conveyors?
These conveyors use interlocking plastic modules instead of a single belt.
Common Industries
- Food processing
- Dairy plants
- Meat and seafood processing
- Bakery lines
Advantages
- Easy to clean
- Resistant to moisture
- Flexible design
- Good airflow options
Hygiene Tip
Modular belts are ideal where washdowns are frequent. They reduce contamination risks and improve compliance with hygiene standards.
6. Screw Conveyor Systems
What Is a Screw Conveyor?
A screw conveyor uses a rotating helical screw inside a tube or trough to move materials.
Typical Applications
- Powder handling
- Grain processing
- Cement plants
- Chemical industries
Why Choose Screw Conveyors
- Handles bulk materials
- Enclosed design reduces spillage
- Works in tight spaces
Practical Insight
For industries handling fine powders, screw conveyors prevent dust from spreading and keep the workspace cleaner.
7. Bucket Elevator Conveyor Systems
What Is a Bucket Elevator?
This system uses buckets attached to a belt or chain to lift materials vertically.
Where It Is Used
- Agriculture
- Food processing
- Fertilizer plants
- Cement industries
Key Benefits
- Efficient vertical transport
- Handles bulk materials
- Compact design
Tip
Bucket elevators require careful speed control. Too fast can cause spillage, too slow reduces efficiency.
8. Overhead Conveyor Systems
What Is an Overhead Conveyor?
Overhead conveyor systems carry products above the floor level using rails or tracks.
Common Uses
- Paint shops
- Garment factories
- Automotive assembly
- Coating lines
Why Overhead Conveyors Are Smart
- Saves floor space
- Keeps work areas clear
- Allows continuous processing
Example
In paint shops, parts hang from overhead conveyors and move through washing, painting, and drying zones without manual handling.
9. Flexible and Telescopic Conveyors
What Are They?
These conveyors can extend, retract, and change direction easily.
Best For
- Loading and unloading trucks
- Courier and parcel hubs
- E-commerce warehouses
Benefits
- Quick setup
- Reduces manual effort
- Improves loading speed
Real-World Use
During peak seasons, warehouses use telescopic conveyors to load trucks faster with fewer workers.
Choosing the Right Conveyor System: Practical Advice
From our experience at Eti Automation, choosing the right conveyor is about asking the right questions:
- What product are you moving?
- How heavy is it?
- How fast should it move?
- Is hygiene critical?
- Will the line expand later?
- What is your daily production target?
A conveyor that works perfectly today should still work three to five years later.
Common Mistakes Businesses Make
Many businesses face issues because of early decisions. Common mistakes include:
- Choosing based only on price
- Ignoring future expansion
- Underestimating load weight
- Not considering maintenance access
- Mixing incompatible conveyor types
A well-planned conveyor system saves money in the long run.
How Eti Automation Approaches Conveyor Solutions
At Eti Automation, we believe conveyors should:
- Match real production needs
- Be simple to operate
- Be easy to maintain
- Improve safety and efficiency
We focus on practical automation, not complicated designs that look good but fail on the floor.
Our experience across manufacturing, food, pharma, packaging, and warehousing helps us recommend solutions that actually work.
Final Thoughts: Conveyors Are an Investment, Not Just Equipment
A conveyor system is not just about moving items. It affects:
- Productivity
- Worker safety
- Product quality
- Delivery timelines
- Business growth
Understanding the different types of conveyor systems helps you make smarter decisions.
If you plan carefully, conveyors will quietly do their job—day after day—helping your business run smoothly.
That is the goal of good automation.
Frequently Asked Questions about Types of Conveyor Systems
A conveyor system is a mechanical setup that moves materials from one place to another. It reduces manual handling, improves speed, and keeps production organized. In modern industries, conveyors help maintain consistent output, safer working conditions, and smoother workflows.
There is no one-size-fits-all answer. The right conveyor depends on your product type, weight, production speed, available space, and industry standards. At Eti Automation, we usually study the process first and then recommend a conveyor that fits real operating needs.
Yes. Conveyor systems are not only for large factories. Many small and medium businesses use compact or modular conveyors to improve efficiency without large investments. Even a simple belt or roller conveyor can make daily operations easier.
Conveyor systems are widely used in manufacturing, food and beverage, pharmaceuticals, packaging, warehouses, logistics, automotive, and agriculture. Any industry that needs to move products regularly can benefit from a well-designed conveyor system.
Conveyors reduce the need for manual lifting and carrying, which lowers the risk of injuries. They also create organized material flow, reducing clutter and accidents on the shop floor. Properly designed conveyors support safer and cleaner working environments.
Yes. Conveyor systems are often customized based on layout, product size, speed requirements, and future expansion plans. Eti Automation designs conveyor solutions that align with actual production conditions rather than forcing standard layouts.
Most conveyor systems need regular but simple maintenance, such as cleaning, belt or chain checks, and lubrication. With proper care, conveyors run smoothly for years. Preventive maintenance helps avoid unexpected breakdowns.
Modern conveyor systems are designed to use energy efficiently. Using the right motor size, automation controls, and layout planning can significantly reduce power consumption. Energy-efficient conveyors help lower operating costs over time.
You should consider product type, daily output, space availability, hygiene needs, safety standards, and future growth. Planning these factors early helps avoid costly changes later and ensures the conveyor supports long-term operations.
Eti Automation supports businesses through proper system planning, installation guidance, and ongoing technical support. Our focus is on ensuring the conveyor system continues to perform reliably as production demands grow.